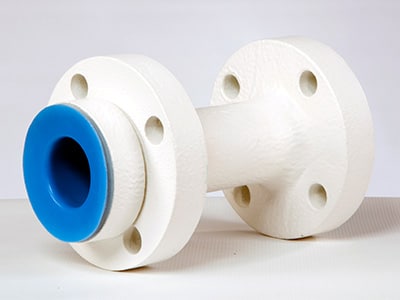
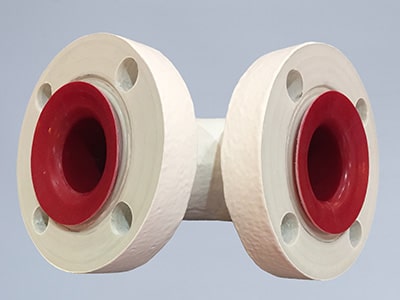
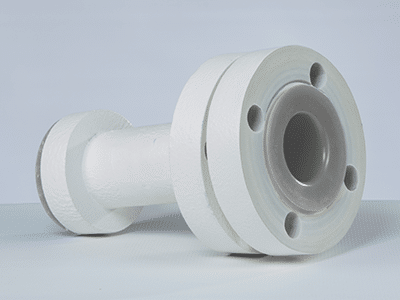
Dual Laminate Piping Systems





The RPS Composites Digital Catalog
Download our digital catalog (22 MB; includes most PDFs listed in the Resources section)
Reach out for more information about the wide variety of products and operational expertise RPS offers our customers.